Water cutter

I want one!
Forget lasers and stuff. If you want a tool that really works like a light sabre on steel,
a water cutter is it.
Water cutters are a heavy industrial tool. You will not want to own one. But if you have an
engineering shop nearby that has one, you may find it is a viable idea to bring in your
stainless steel sheets and your patterns and program it in to the profile cutting table
(this tool only works on a profile cutting rig of some sort. You cannot use it hand-held).
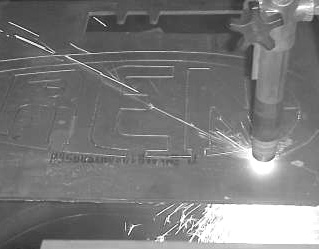
The water cutter will then zip around making an incredible amount of truly awful noise and
generate, in very little time, a sheet full of perfectly cut out patterns, with perfect edges
that do not need rounding, with no heat distortion or discolouration.
Water cutters work by using an incredibly focused stream of water containing suspended
abrasive particles. It is the particles that mostly do the cutting. The water is just a
motive force. These things can cut just about anything at all. Wood, plastic, any metal...
think of it as the ultimate bandsaw that doesn’t go blunt.
Capacity. Will cut steel up to about 1inch in the size that most medium sized engineering
shops will have. A large unit in Japan can cut 5inch plate.
Cost. By the time you add the control equipment and noise insulated building, about a million.
That is why you may want to find a jobbing shop and get them to do your mass cutting for you.
Laser cutter



It slices, it dices, it juliennes carrots!
No, You probably cannot afford this tool either.
Laser cutters also work best when hooked into a profile cutter, but some units can be
hand operated and look like a jigsaw on steroids.
A laser cutter is again a commercial engineering shop tool that may be worth your while
to job out as a construction stage. I have sent off to have a few dozen axe heads laser cut
in carbon steel for me and was very pleased with the results.
Lasers can also be used for "engraving" and carving metal with designs. In
general, what is written about water cutting above, applies to laser cutting also (Laser
cutting also uses an air compressor to drive out the kerf in a way similar to plasma cutters)